XSign in by: Email Mobile
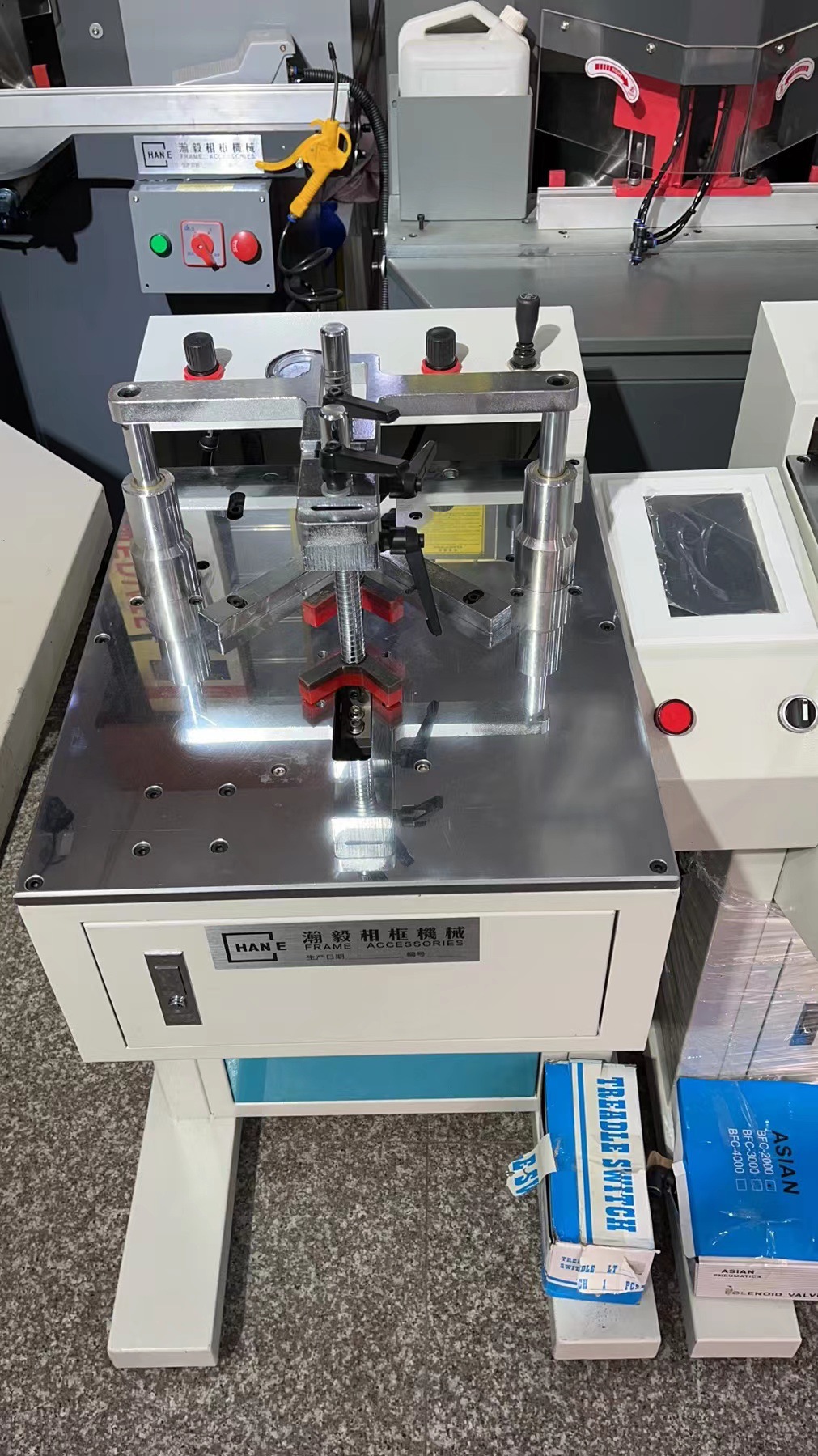
瀚毅 数控自动触屏相框钉角机 台式木工装裱画框10段钉角机械
| Number | Unit-price | Total | |||
| I want to buy: | × | 4800.0 | = | 0 |
A new item has been added to your Shopping Cart. You now have items in your Shopping Cart.




温馨提示:本公司相框机器等大件产品,一经发货,非质量问题,不支持退换货!介意者请慎拍!!

九段式智能夹板数控钉角机,设置好参数,一键式控制,一个框角一次完成,其直角装订效果好、装订速度块,是普通钉角机效率的好几倍,同时钉与钉距离均匀,该机的特点是工作速度快,产品质量稳定。优点更适合对材质较硬线条及批量生产进行装订工作,另外在普通数控钉角机基础上加了齿轮板夹紧,这样拼角更严密,产品质量更稳定。
| 空气压力 | 9-8kg/c㎡ |
| 工作电压 | 220V |
| V字钉 | L5、7、10、12、15×W10mm |
| 装钉拼角 | 90°、120°、135° |
| 最大宽度 | 13cm |
| 最大厚度 | 10cm |
| 可用角钉型号 | 5mm、7mm、10mm、12mm、15mm |
| 装箱尺寸 | L800×W700×H1300mm |
特点及技术参数:
数控钉角机适用于木线条,塑料线条制品的90°直角装订,装订效果好,速度快。特别适合对装订钉与钉之间距离有严格要求的产品。广泛应用于批量大,要求高的相框生产。
工作电压220V,配套空气压力为0.6-0.8Mpa。本机所适用的角钉宽度为10.3-10.8mm,角度为89-91°,适用角钉的高度7#.10#、12#、15#。前后移动行程为100mm,适合宽度130mm,厚度75mm的线条装订。

数控钉角机使用说明
操作机器之前,请认真阅读说明书。非机器操作人员请千万不要操作机器,以免造成损失和伤害。机器在正常工作状态下,请不要把手放于压锤下方!工作结束请及时关闭电源和气源。
一、特点及主要技术参数:
数控钉角机的结构组成;机架。触摸屏控制器,步进电机。同步带和同步带轮。压紧气缸,送针气缸,射钉气缸,气动电磁阀,手动调压阀,脚踏感应开关组成。使用电压为220V,工作驱动压缩空气压力为0.6—0.8Mpa。
数控钉角机适用于木制相框,塑料相框制品的90度角的装订。其直角装订效果良好,装订速度快,如果在装订钉与钉之间距离有严格要求的产品时,选择这款机器没有错。故而被广泛应用于批量大,要求高的相框生产。
该机工作是220V电压的电源和压缩空气压力为0.6-0.8Mpa为配套驱动动力。该机是将人工设计的模拟数据,通过控制器分别传输给各工作机构,各工作机构根据指令依次完成作业指令。直到把所需要射入的角钉,按前后排次和每一个射钉位置的射钉数量一次性完成工作任务。
数控钉角机所适用的V型钉宽度为10.3—10.8mm,角度为89—91度,适用V型钉的高度为7/10/12/15mm。前后移动行程为100mm,适合宽度70mm,高度(厚度)75mm的制框线条的装订。该机的特点是工作速度快,产品质量稳定。优点更适合对材质较硬线条进行装订工作。
V型角钉的选择一般情况下不超过被装订线条厚度的2/3,不低于装订线条厚度的1/2.。在选择好适应的角钉的同时请选择好与其相配套的针套(模头)。松开针套上面的螺钉,将针套安装在出钉口的针座上,并拎紧螺钉安装牢固。
机器的外形净尺寸为670*700*1300mm,净重量为87.5Kg。
二、安装与调整
a;接入压缩空气和电源,按住PINSHOT键,使打钉气缸到最高位,观看顶针高低,顶针一般高出面板0.5mm-1mm,根据材质可做适当调整,打钉气缸为可调行程气缸,左右旋动打钉气缸下面螺母可调节顶针高低,使顶针的高低为理想高度。
b;如图,接入压缩空气和电源,把空气压力调整到工作压力范围0.6mpa以上,此时压紧油缸在高位。先把切好角度的框条放入90度定位调整块中间,然后取出一边,观察框条切面是否在角钉的一半位置和第一个钉的位置是否在适当位置。具体调整方法(一);松开定位块的螺钉,移动定位块到适当位置拎紧螺钉。再把另外半边对准止口成90度状态拎紧。(一般状态下不需要做如此调整,因为出厂前已经调整好)。(二)调整压紧油缸高度和位置。因为该机是双压紧油缸,所以先松开压紧油缸上面滑块4、8、锁紧手柄,先调整好5、压紧油缸2对工件的位置,锁紧8、锁紧手柄2,再移动5、压紧油缸1,调整好压紧油缸1对工件的位置,再锁紧4、锁紧手柄1。(三);首先调节压紧气缸至0.2mpa,松开固定两个压锤导套上方的16、两个锁紧螺钉(千万不能拉动压锤内导杆),使压紧油缸外套和导套刚好能上下移动,然后打开19、手动压紧线条,自然调节压紧油缸高低,然后拎紧两个压紧油缸上16、锁紧螺钉,松开压紧,再调节压紧气缸压力至0.6mpa以上正常工作压力即可(根据材质气压做适当调整)。
c;关闭送针气缸的12、手动控制阀,送针气缸后退,放入V型角钉,开口方向对出钉口,尖部对送针气缸方向。刀锋向上。打开12、手动控制阀,送针气缸工作。
d;控制面板上的数据设定;
如图;ENTER键为手置开始和设置完毕后的确认键。
SHOT.NO键为同一个工作点射钉气缸的工作次数(射钉数量俗称叠钉数量)设置键。
UP键为钉与钉之间间隔距离的设置慢加键。每按一次距离加大1mm.。
DOWN键为钉与钉之间间隔距离的设置慢减键,每按一次距离减小1mm。
UP+5键为钉与钉之间的间隔距离的快加键,每按一次距离加大5mm。
DOWN-5键为钉与钉之间间隔距离的快减键,每按一次距离就减小5mm。
LEFT键为设计窗口的左行键。
RIGHT键为设计窗口的右行键。
SAVE键为设计保存工作键。
RECALL键为消除工作记忆保存键
FORWAPD键为出钉口快速后退键(步进电机快速后退键)
BACKWAPD键为出钉口快速前进键(步进电机快速前进键)
MOVE键为自动工作复位键。
PINSHOT键为手动工作复位键。
当设计完成请按ENTER键确认并保存。机器进入待机工作状态。放入切好角度的框条,用脚踩一下脚踏开关,给出工作的脉冲信号,机器自动完成一个工作周期的工作任务。(机器的自动工作程序记录可以保存有五个,一般情况下只要调出程序,按一下确认就可以进入工作状态)
三、常见故障与排除
1;不出钉或卡钉。不出钉时请先检查空气的压力是否在工作范围,针槽出钉处是否有异物挡住角钉,使钉不能到出钉口,是不是材质太硬,射钉只有一半,根据材质气压做适当调整。当卡钉时千万不要继续打钉,避免造成针套和机器不必要的损失。应及时松开针套上的螺钉取出针套,关闭送针气缸的控制阀,取出被卡的角钉,然后再安装好针套打开送针气缸的控制阀即可。
2;当射钉位置或钉距不稳定时,请检查送针气缸旁边的感应开关是否松动,如果松动请拎紧,如果问题仍不能解决,请再检查同步带是否太松,重新调整同步带即可。
3;出现炸裂或射钉不到位,请检查第一个或最后一个钉的位置,做恰当调整,钉不到位。请重新调整压锤的高度和检查压锤油管里面是否还有油,请适当添加润滑油。
四、日常维护;
每天启动机器之前,必须检查电源。气源接通得是否良好。润滑油位是否在正常位置。特别是压紧气缸处,过滤器内是否有油等。正常保持工作环境的清洁,每天工作结束,一定要清理干净机器上面的灰尘,特别是出钉口。
五、非专业维护人员,请不要维护电器部位,以免造成更大损失。
RIGHT键为设计窗口的右行键。
SAVE键为设计保存工作键。
RECALL键为消除工作记忆保存键
FORWAPD键为出钉口快速后退键(步进电机快速后退键)
BACKWAPD键为出钉口快速前进键(步进电机快速前进键)
MOVE键为自动工作复位键。
PINSHOT键为手动工作复位键。
当设计完成请按ENTER键确认并保存。机器进入待机工作状态。放入切好角度的框条,用脚踩一下脚踏开关,给出工作的脉冲信号,机器自动完成一个工作周期的工作任务。(机器的自动工作程序记录可以保存有五个,一般情况下只要调出程序,按一下确认就可以进入工作状态)
三、常见故障与排除
1;不出钉或卡钉。不出钉时请先检查空气的压力是否在工作范围,针槽出钉处是否有异物挡住角钉,使钉不能到出钉口,是不是材质太硬,射钉只有一半,根据材质气压做适当调整。当卡钉时千万不要继续打钉,避免造成针套和机器不必要的损失。应及时松开针套上的螺钉取出针套,关闭送针气缸的控制阀,取出被卡的角钉,然后再安装好针套打开送针气缸的控制阀即可。
2;当射钉位置或钉距不稳定时,请检查送针气缸旁边的感应开关是否松动,如果松动请拎紧,如果问题仍不能解决,请再检查同步带是否太松,重新调整同步带即可。
3;出现炸裂或射钉不到位,请检查第一个或最后一个钉的位置,做恰当调整,钉不到位。请重新调整压锤的高度和检查压锤油管里面是否还有油,请适当添加润滑油。
四、日常维护;
每天启动机器之前,必须检查电源。气源接通得是否良好。润滑油位是否在正常位置。特别是压紧气缸处,过滤器内是否有油等。正常保持工作环境的清洁,每天工作结束,一定要清理干净机器上面的灰尘,特别是出钉口。
五、非专业维护人员,请不要维护电器部位,以免造成更大损失。
机器装车发货



义乌市瀚毅装饰材料有限公司(原 义乌市侃达装饰材料有限公司)位于亚洲小商品集地--中国义乌.承蒙国内外客商的厚爱与支持,规模日渐壮大,产品日益完善,远销欧美及东南亚等50多个国家,在中国北京、上海、天津、成都、广州、青岛、西安、海口、重庆等各大城市(市场)均有销售网络.本公司主要生产及销售的产品有: 相框成品 相框材料配件 相框机器 裱框工具 五金挂钩等等。
机器设备
“科先达”(切角机、订角机、卡纸机),自有品牌“瀚毅(HY)”(切角机、钉角机等)锯板机,龙骨开槽机,美国卡纸机、英国卡纸机、南光卡纸机,义乌产卡纸机·真空热裱机、自动裱画机、手动裱画机.
钉枪工具
台湾气动片钉枪、香港气动片钉枪,DIC片钉枪·国产片钉枪、马钉枪、直钉枪、意大利·台湾手动片钉枪、蚊钉枪·手动U型钉枪、两用钉枪.
相关辅料
绒布、牛皮纸、双面胶、泡沫胶、美纹纸、湿水纸、角钉、片钉、马钉、直钉、U型钉、塑料(软边条、金、银边条、镭射边条、KT条)、角花、腰花、、进口国画膜、包角膜、塑料支架、撑脚、纸角、卡纸、锯片、热收缩膜、冷裱膜、钢丝绳、绳子、加工磨锯片.
五金配件
小三角挂钩、各类铜挂钩、画托、压片、合页、承接各种冲压件加工业务。
Update time:







